Brother International S-7220B Instruction Manual - Spanish - Page 62
Ajuste de sincronización de la aguja y la lanzadera, AJUSTES ESTANDARES
 |
View all Brother International S-7220B manuals
Add to My Manuals
Save this manual to your list of manuals |
Page 62 highlights
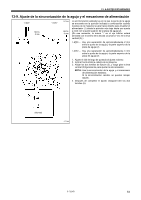
13. AJUSTES ESTANDARES 13-10. Ajuste de sincronización de la aguja y la lanzadera 0 - 0,05 mm 0,5 - 0,7 mm 1,8 mm 2,2 mm 3775M 0 - 0,05 mm 3776M Cuando la polea de la máquina se gira hacia delante para bajar la barra de aguja (1) 1,8 mm (2,2 mm para las especificaciones -405) desde su posición más baja, la punta del garfio giratorio (3) debe estar alineada con el centro de la aguja (4) tal como se indica en la figura cuando la distancia desde la superficie de montaje de la placa de aguja A al borde inferior de la barra de aguja (1) se encuentra a la misma altura de la superficie C en el lado del calibre de sincronización accesorio (2). (En ese momento, la separación entre el borde superior del agujero de la aguja y la punta del garfio giratorio (3) será 0,5 - 0,7 mm.) 1. Quite el prensatelas (5), la placa de aguja (6) y el alimentador (7). 2. Ajuste el dial de largo de puntada de la siguiente manera. ... Ajuste 0 de dial de largo de puntada ... Ajuste 3 de dial de largo de puntada 3. Afloje dos de los tres tornillos de ajuste (9) que están asegurando el garfio giratorio (8). 4. Gire la polea de la máquina para levantar la barra de aguja (1) desde su posición más baja hasta que la distancia desde la superficie de montaje de placa de aguja A en el borde inferior de la barra de aguja (1) se la misma que la altura en la superficie C en el lado del calibre de sincronización accesorio (2). 5. Afloje el tornillo de ajuste (9) restante y alinee la punta del garfio giratorio (3) con el centro de la aguja (4). En este momento, debe de haber una separación de 0 - 0,5 mm entre la punta del garfio giratorio (3) y la aguja (4). 6. Apriete firmemente los tres tornillos de ajuste (9). 7. Instale el alimentador (7), la placa de aguja (6) y el prensatelas (5). 0,4 - 0,7 mm 0,6 - 1,1 mm 55 3777M Verificar que la separación entre la lanzadera (8) y la ménsula de posicionamiento del portabobinas (10) sea suficiente como para permitir que el hilo pase através suavemente. La separación debe ser de 0,4 - 0,7 mm para modelos -4[]3, y 0,6 - 1,1 mm para modelos -405. 3778M S-7220B
-
 1
1 -
2
-
3
-
4
-
5
-
6
-
7
-
8
-
9
-
10
-
11
-
12
-
13
-
14
-
15
-
16
-
17
-
18
-
19
-
20
-
21
-
22
-
23
-
24
-
25
-
26
-
27
-
28
-
29
-
30
-
31
-
32
-
33
-
34
-
35
-
36
-
37
-
38
-
39
-
40
-
41
-
42
-
43
-
44
-
45
-
46
-
47
-
48
-
49
-
50
-
51
-
52
-
53
-
54
-
55
-
56
-
 57
57 -
 58
58 -
 59
59 -
 60
60 -
 61
61 -
 62
62 -
 63
63 -
 64
64 -
 65
65 -
 66
66 -
 67
67 -
68
-
69
-
70
-
71
-
72
-
73
-
74
 |
 |
