Lexmark MC2325 Paper and Specialty Media Guide PDF - Page 9
Environment, Preprinted inks, Perforations and die
 |
View all Lexmark MC2325 manuals
Add to My Manuals
Save this manual to your list of manuals |
Page 9 highlights
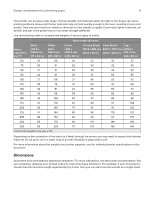
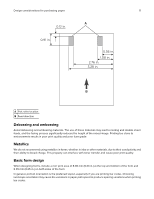
Design considerations for purchasing paper 9 Environment Lexmark printers meet or exceed all industry emission regulations and standards. Continuous printing on some paper types or other media may create fumes that are not a problem with occasional printing. Make sure that your printer is located in a well‑ventilated area. Temperature and humidity can have a major impact on printing. Even small changes (such as from day to night) can greatly affect feed reliability when the print material is just within the range of acceptability. We recommend that you condition stock while it is still in the original wrapper. Store the stock in the same environment as the printer for 24 to 48 hours before printing to let the stock stabilize at the new conditions. You may need to extend this time by several days when the storage or transportation environment is very different from the printer environment. Thick stock also requires a longer conditioning period because of the mass of the material. If you remove the wrapper from the stock before you are ready to load it in the printer, the stock develops uneven moisture content causing the stock to curl. Before loading, we recommend the curl not to exceed 3 mm (0.125 in.). Lighter materials, such as paper labels and some integrated forms, are more likely to have printing problems if curl is present. Most label manufacturers recommend printing in a temperature from 18-24°C (65-75°F) with relative humidity of 40-60 percent. Lexmark printers are designed to operate in a temperature range of 15.5-32°C (60 to 90°F) with relative humidity of 8 to 80 percent. Printing in an environment outside these recommendations may cause jams, feeding problems, reduced print quality, and predispensing (peeling) labels. Preprinted inks Preprinted stock introduces semiliquid and volatile components to the high temperatures and pressure used in the laser printing process. Preprinted inks and colorations withstand a fuser temperature up to 225°C (437°F) and a pressure up to 25 psi without contaminating the printer or creating hazardous fumes. We do not recommend thermography ink. Thermography inks have a waxy feel, and the printed image appears raised above the surface of the print material. These inks can melt and damage the fuser assembly. Preprinted inks must also be abrasion‑resistant to reduce ink dust and ink contamination in the printer. If you are printing over a preprinted area, the ink must be receptive to toner to ensure adequate fusing. All preprinted inks must be thoroughly dry before using printed materials. However, we do not recommend using offset powders or other foreign materials to speed drying. To determine whether the ink is compatible with printers that heat the ink to 225°C (437°F), see your ink converter, manufacturer, or vendor. Perforations and die‑cuts If a perforation exists, the perforation line should stop 1.6 mm (0.06 in.) from each edge of the form. Doing so avoids separating the form in the printer path, resulting in a jam. The location of the perforation affects initial pick strength. Perforations closer to the edge may increase the number of jams. For pressure‑sensitive materials such as labels, minimize the number of perforations that go through the backing material or liner. Perforations should be ironed so the print material lies flat, reducing nesting of forms. Edges should be smooth and clean with no roll‑over. Laser‑perfs (also known as micro‑perfs or data‑perfs) provide greater stability and are preferred. These smaller perforations do not normally nest or create excessive paper dust and debris. Make sure that the paper chaff and dust created during the conversion process are removed before packaging.
-
 1
1 -
2
-
3
-
 4
4 -
 5
5 -
 6
6 -
 7
7 -
 8
8 -
 9
9 -
 10
10 -
 11
11 -
 12
12 -
 13
13 -
 14
14 -
15
-
16
-
17
-
18
-
19
-
20
-
21
-
22
-
23
-
24
-
25
-
26
-
27
-
28
-
29
-
30
-
31
-
32
-
33
-
34
-
35
-
36
-
37
-
38
-
39
-
40
-
41
-
42
-
43
-
44
-
45
-
46
-
47
-
48
-
49
-
50
-
51
-
52
-
53
-
54
-
55
-
56
-
57
-
58
-
59
-
60
-
61
-
62
-
63
-
64
-
65
-
66
-
67
-
68
-
69
-
70
-
71
-
72
-
73
-
74
-
75
-
76
-
77
-
78
-
79
-
80
-
81
-
82
-
83
-
84
-
85
-
86
-
87
-
88
-
89
-
90
-
91
-
92
-
93
-
94
-
95
-
96
-
97
-
98
-
99
-
100
-
101
-
102
-
103
-
104
-
105
-
106
-
107
-
108
-
109
-
110
-
111
-
112
-
113
-
114
-
115
-
116
-
117
-
118
-
119
-
120
 |
 |
