Dewalt DW443 Instruction Manual - Page 8
English - polisher
 |
View all Dewalt DW443 manuals
Add to My Manuals
Save this manual to your list of manuals |
Page 8 highlights
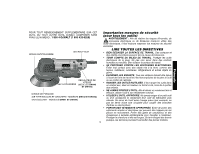
English working. Emery, even though harder than garnet (Mohs' Scale 9), has blunt edges making it a poor sanding abrasive. Its primary use is for polishing metal. * Mohs' Scale is the mineral hardness scale. It rates diamond at 15, the hardest, and talc at 1. Manufactured Abrasives White Aluminum Oxide (AlO) is extremely hard (Mohs' Scale 12) and durable which makes it a great abrasive for use with the Random Orbit Sander. "White" describes the particular way the abrasive is manufactured, not its color. This abrasive is widely available and comes in a variety of colors due to the increasing use of dyes. Stearate lubricants on the paper also enhance performance by reducing heat and the rate at which the paper clogs. Silicon Carbide (SiC) is the hardest abrasive (Mohs' Scale 13) commonly available next to industrial diamond but is not as tough as Aluminum Oxide abrasives. This abrasive easily fractures and provides sharp faces to the work throughout the life of the sanding paper. This "self-sharpening" feature makes SiC an outstanding abrasive for material removal but limits its life. OPEN COAT VERSUS CLOSED COAT Abrasives are applied to the paper with glue. When the grit is large (say 60 or 80 grit) the percent of coverage is usually reduced to 60% to 70% of the backing paper surface.This increases the life of the paper by reducing the rate at which the paper clogs. This is called an open coat and almost the only way you can buy sandpaper in heavier grits. With finer grits the grit is applied at rates of 90% or more and are labeled closed coat. Since the dust particle is much smaller the tendency of the paper to load up and clog is greatly reduced. GRIT SIZES There are several grading systems used. The system most popular today is sieve size. The number on the back of your sandpaper disc refers to the screen size the particle can pass through. 120 grit paper for example will sift through a screen with 120 holes per linear inch. Every square inch of screen has 14,400 holes (120 x 120). The higher the number the finer the particle size. Common sizes are from 36 to 600 with the recent introduction of grit sizes up to 1200. PAPER AND FILM: THE BACKING Paper: The material most commonly used to carry the abrasive is paper. Paper is graded by weight. "A" weight paper which is the most prevalent is the lightest paper used and gives good durability and flexibility in most sanding applications. Other paper weights that are available are C, D, E, and F weight. The disadvantage of paper is its low mechanical stiffness. Since the paper fiber gives during sanding, the abrasive doesn't stand up and some of the cutting edges do not engage the work. The advantage is cost. Film: Film backed sanding discs address the disadvantage of paper. The film is mechanically stiffer than paper. Film is also more expensive but when all other things are held constant improves the cutting performance of the abrasive. Cloth and Vulcanized Fiber: These backings are typically hard to find and are used in specialty applications. Most sandpaper you will use will have the paper or film backing. HOOK AND LOOP AND PSA: WHAT HOLDS THE SANDING DISK TO THE PAD. Hook & Loop: The sanding disk as backed with a fabric nap (loops) that interlocks with a grid of posts (hooks) on the sander's pad. The advantages are paper reusability and cooler interface between paper and work. PSA: Pressure Sensitive Adhesive is applied to the back of the sanding disc and adheres to the sanding pad (Not the same pad that carries Hook & Loop paper). The advantage is cost. The major disadvantage is the tendency of PSA backed papers to adhere permanently to the pad if left on after sanding. Why does this happen? The main culprit is heat. During sanding the pad and paper heat up. This caus- 6
-
 1
1 -
2
-
 3
3 -
 4
4 -
 5
5 -
 6
6 -
 7
7 -
 8
8 -
 9
9 -
 10
10 -
 11
11 -
 12
12 -
 13
13 -
14
-
15
-
16
-
17
-
18
-
19
-
20
-
21
-
22
-
23
-
24
-
25
-
26
-
27
-
28
-
29
-
30
-
31
-
32
 |
 |