Hitachi c15fb User Manual - Page 10
Phenomenon, Possible Cause s, Standard, Countermeasure s - miter saw
 |
UPC - 717709001060
View all Hitachi c15fb manuals
Add to My Manuals
Save this manual to your list of manuals |
Page 10 highlights
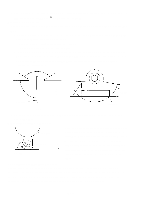
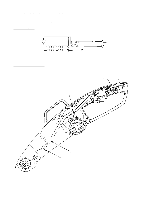
Item Phenomenon Inaccurate cutting. (Unable to obtain accurate perpendicularity of cut surface.) (Mitered joints cannot be accurately aligned.) 2. Cutting operation results in rough cutting surfaces A = 0.02/60 Fig. 5 Fig. 6: Left Bevel Cutting Fig. 7: Right Bevel Cutting Possible Cause (s) Standard Countermeasure (s) J. The workpiece is not pro- ---- Secure the workpiece with Vise perly secured, and moves dur- (A), and check cutting accuracy. ing the cutting operation. K. Curved or rough surface of the Workpiece causes workpiece movement during cutting operation. ---- Plane the surface of the work- piece to remove defects, and recheck the cutting accuracy. A. Excessive deflection of the Saw Blade. (Inherent Saw Blade deflection will cause rough surfaces.) 0.26/φ 370 Replace the Saw Blade. (To obtain very fine cutting surfaces, Hitachi's TCT Saw Blade for wood or aluminum (Code No. 959024) is recommended.) B. Incorrect selection of Saw Blade, or dull Saw Blade. (While a regular TCT Saw Blade provides faster cutting speed, it also produces rougher surfaces than a TCT Saw Blade for wood or aluminum.) ---- • Replace the regular TCT Saw Blade with a TCT Saw Blade for wood or aluminum (code No. 959024). • Resharpen the Saw Blade. C. Improper perpendicularity between Saw Blade and Turn Table [87] causes Saw Blade to cut into workpiece at slightly inclined angle, and cause rough cutting surface. 0.2/190 (Fig. 1) • Adjust M12 Nut [93] and M12 Lock Nut [92] to eliminate gap and vibration between Hinge [119] and Gear Case [53]. • Replace Hinge [119] (If damaged or deformed). • Replace Gear Case [53] (If damaged or deformed). • Replace Turn Table [87] (If damaged or deformed). D. Washers (A) and (B) not parallel because of surface defects or other damage. 0.02/60 (Fig. 5) Remove surface defects from or replace Washer (A) [28] and/or Washer (B ) [29]. E. Improper perpendicularity between Vise (B) and the Base Ass'y [103] causes improper support of the workpiece. Within 0.1/80 (Fig. 2) Adjust or replace Vise (B) [82]. F. Surface of Vise (B) uneven and causes improper support of the workpiece. Within 0.1 Replace Vise (B) [82]. (Fig. 3) G. Excessively fast cutting operation speed. ---- Reduce cutting operation speed. (Appropriate cutting time for a 100 mm (4") workpiece is 10 --- 15 seconds.) H. When the Saw Blade cuts ---- Cut with the natural grain of the against the natural grain of the wood workpiece. wood workpiece, inferior Fig. 6 cutting surfaces are obtained. Fig. 7 Workpiece --- 10 --- Workpiece ... With Grain (Smooth cutting surface) ... Against Grain (Cutting surface inferior to with grain.
-
 1
1 -
2
-
3
-
4
-
 5
5 -
 6
6 -
 7
7 -
 8
8 -
 9
9 -
 10
10 -
 11
11
 |
 |
